Voici la préparation par lots
La façon la plus simple de traiter ces petites commandes était par la « création de lots » ou le « groupage lors de la préparation ». La pratique permet aux préparateurs de prélever plusieurs articles de plusieurs commandes en même temps, de sorte que les articles d’une même commande peuvent être répartis entre plusieurs préparateurs. Chaque préparateur travaille dans une zone spécifique uniquement, sans avoir besoin de faire des allers-retours dans les allées pour prélever des articles plus tard. Les articles d’une même commande sont ensuite regroupés lors du tri.
Ce qui est nouveau ici, c’est la façon dont les commandes sont préparées par lots, et ce qui se passe avant le tri.
La préparation par lots peut être appliquée à tout type de technique de tri, qu’il s’agisse de murs de dépose manuels, de trieurs à boucle à courroies croisées ou de tri par système de pochettes. Cependant, pour les murs de dépose ou les trieurs à boucle, la taille du lot – ou le nombre de commandes traitées – est limitée à la capacité du lot du système de tri, tandis que pour le tri par pochettes, la seule limite est le nombre d’articles que le tampon peut contenir.
2. Le lot de tri
Par comparaison, le lot de tri est une caractéristique inhérente à la technique de tri des systèmes de pochettes et est complètement différent du lot de préparation (pour les raisons mentionnées ci-dessus).
Cela étant dit, nous devons souligner ici que la préparation par lots influence l’efficacité de la préparation et la taille du tampon de lots qui doit être conçu (nous y reviendrons plus loin).
Le tampon de lots
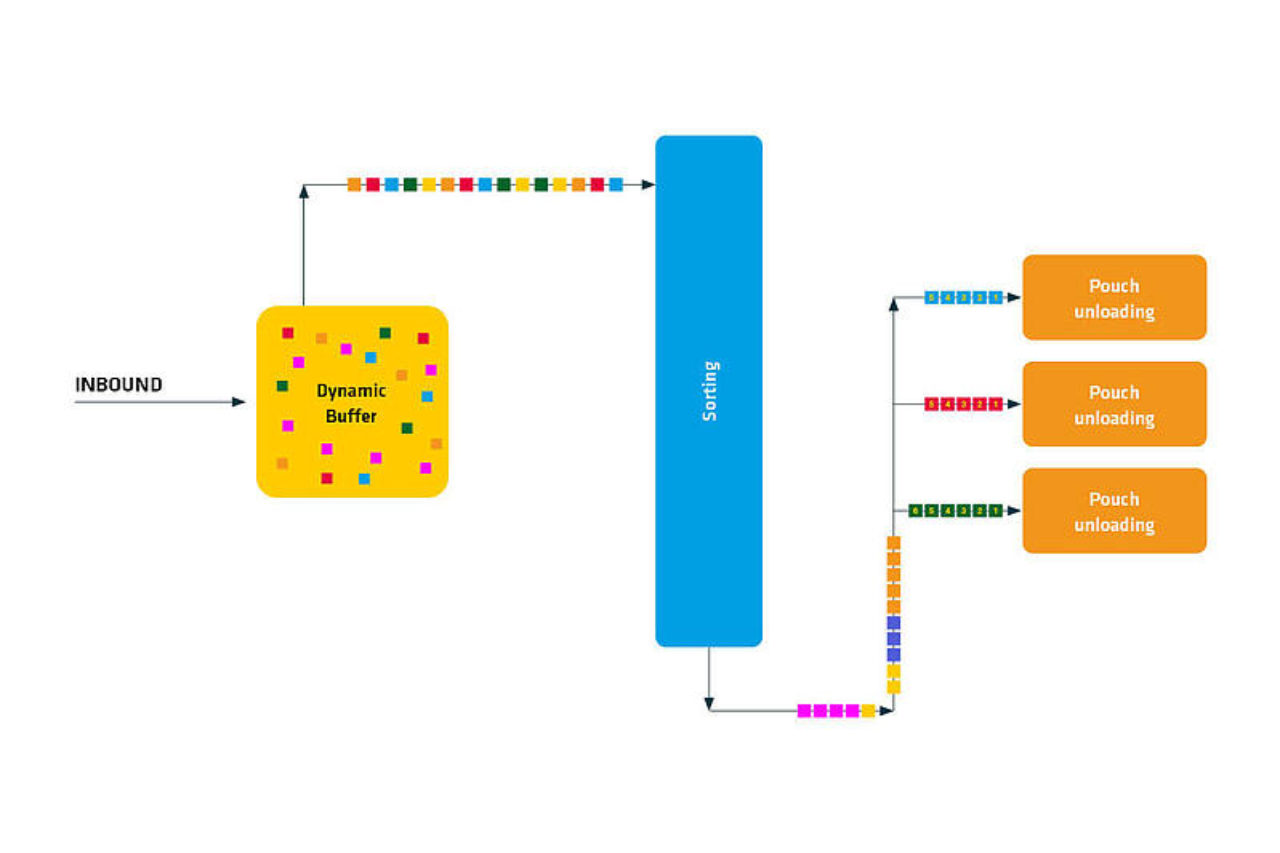
Dans le système de tri par pochettes, le tampon de lots (également appelé « tampon de lots dynamique ») est ainsi nommé parce qu’il crée le lot de tri.
Les articles extraits de la préparation sont introduits dans le système de tri où ils sont conservés dans un tampon de lots jusqu’à ce que tous les articles aient été rassemblés, un article par pochette. Les lignes de lots circulaires contiennent généralement deux lots de préparation, chacun étant constitué d’un mélange de commandes. Le système confirme que tous les articles du lot sont présents dans le tampon où ils restent jusqu’à ce qu’ils soient nécessaires, avant que les articles ne soient envoyés par le biais du tri matriciel basé sur un algorithme.
En plaçant d’abord les commandes dans le tampon de lots dynamique, elles sont « mises en mémoire tampon à l’avant », contrairement, par exemple, à une constitution de lots manuelle basée sur un mur de dépose ou à un processus de tri en boucle où les commandes ne sont constituées qu’après que les articles ont été déchargés dans des compartiments à l’intérieur des goulottes de destination. Grâce au processus de mise en mémoire tampon dynamique inhérent à la technique de tri des systèmes de pochettes, les commandes au sein d’un lot de préparation peuvent également être priorisées, par exemple, en fonction des heures limites. Et l’espace pour le tampon est en l’air et non dans des compartiments sur le sol où il prend de la place.
Le tri matriciel
Le tri matriciel du système de pochettes – une caractéristique que l’on ne retrouve pas dans les autres systèmes de tri – détermine ensuite le lot de tri. Le tri utilise l’algorithme Radix, un algorithme de tri dont les paramètres sont définis par le fournisseur du système de pochettes. Par exemple, l’algorithme de BEUMER Group trie six voies d’articles trois fois. En d’autres termes, 6x6x6, soit un total de 216 articles (ou 216 pochettes, car chaque article est placé dans sa propre pochette) sont triés en un seul mouvement rotatif.
Il y a trois étapes dans le tri matriciel, ce qui signifie essentiellement que les articles arrivent dans un ordre quelconque et ressortent dans un ordre parfait.